")

HPDD v26 TRT: Revolutionizing Urban Waste Collection
Silent Power in the Neighborhood. Maximum Efficiency on the Route.
Waste collection is one of the most energetically demanding sectors in transport. The constant stop-and-go cycles, combined with the massive power required for the hydraulic compaction system, demand a radical new approach. The Hydro Puls Direct-Drive (HPDD v26) provides the answer where battery-electric trucks fall short.
Why the HPDD v26 TRT is Setting the New Standard:
-
Silent Compaction via 600-Bar Buffer: Traditional trucks must run their diesel engines at high RPMs to power the hydraulic compactor. With HPDD technology, the compactor operates directly from the pressure stored in our 600-bar accumulator. The result: whisper-quiet operation in residential areas, while the modular Energy Pods recharge efficiently in the background.
-
100% Brake Energy Recovery: A refuse truck brakes hundreds of times per day. While this energy is normally wasted as heat, the HPDD captures this kinetic energy directly as hydraulic pressure. This "free" energy powers the next acceleration, leading to fuel savings of up to 40% on urban routes.
-
+1,000 kg Extra Payload: Battery-electric refuse trucks lose up to 3,000 kg of load capacity due to heavy battery packs. The HPDD v26 is lighter than a conventional diesel powertrain. This means fewer trips, more waste collected per route, and less wear on city asphalt.
-
Future-Ready (Hydrogen & Bio-fuels): Our platform is completely fuel-agnostic. By maintaining a constant wall temperature of 230°C and a frictionless 5-micron gap, the system achieves a thermal efficiency of 62%+, whether running on hydrogen, HVO, or biogas.
"The HPDD v26 transforms the refuse truck from a noisy pollutant into a high-performance, silent energy network on wheels."
Technical Specifications for the Waste Sector:
-
Drivetrain: Modular HPDD Energy Pod Swarm (Inconel 718)
-
Storage: 500L High-Pressure Accumulator (600-bar Backbone)
-
Efficiency: >62% Thermal Efficiency
-
Emissions: Zero-emission ready (H2 / Bio-fuel optimized)
-
Integration: Available as OEM integration or high-performance Retrofit.
Would you like to see a simulation of the savings on your specific collection routes?
Why are we using 300 kW engines to do 60 kW of work? 🚛♻️
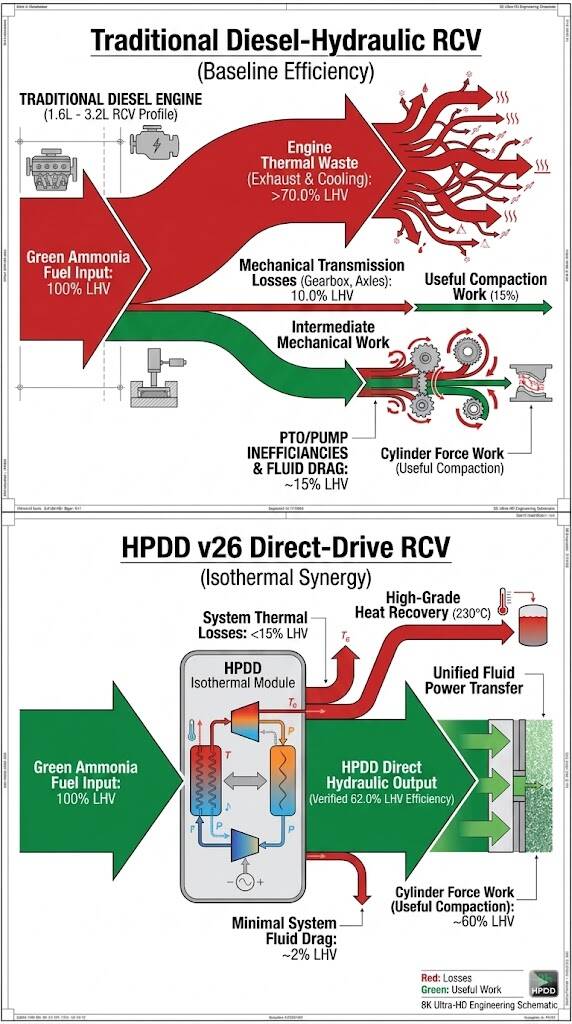
In a traditional Refuse Collection Vehicle (RCV), the math is broken. To get roughly 60 kW of hydraulic power for the compactor, you need a massive 300 kW diesel engine. Why? Because 80% of the energy is lost in thermal waste, mechanical transmission, and inefficient PTO systems.
At Hydro Puls, we’ve found the "Hydraulic Shortcut."
By using the HPDD v26 TRT, we achieve a verified 62.0% Fuel-to-Hydraulic efficiency.
-
Direct Conversion: Our pistons generate hydraulic pressure directly from carbon-free fuel.
-
No Oversizing: We don't need a 300 kW "buffer." We deliver high-torque hydraulic power on demand, exactly when the press needs it.
-
The Result: A cleaner, quieter, and lighter truck that does the same work with a fraction of the energy input.
Check out the Sankey comparison below to see how we eliminate the "Thermal Trap" and turn a 15% efficiency baseline into a 60% performance reality.
Practical impact? We replace a bulky, high-maintenance 300 kW diesel setup with a single 205 kW HPDD module and a hydraulic accumulator. Because the system only runs when work is being done, the energy savings are twofold: extreme efficiency during operation and zero waste during standby. It’s time to stop oversized engines from burning your margins

Waste handling becomes an engineering problem the moment hauling frequency, labor exposure, and site congestion start driving operating cost. A hydraulic garbage compactor is not just a steel box with a ram. It is a force-delivery system, a duty-cycle asset, and often a hidden bottleneck in logistics, sanitation, and energy use.
For industrial operators, municipalities, distribution centers, food processors, hospitals, and mixed-use developments, the compactor decision is rarely about disposal alone. It affects collection intervals, contamination risk, odor control, truck movements, safety procedures, and in some cases the site power architecture. When compactors are treated as commodity equipment, operators usually pay for that assumption through downtime, oversized haulage, or underperforming throughput.
What a hydraulic garbage compactor actually does
At a mechanical level, a hydraulic garbage compactor converts fluid power into controlled linear force to reduce waste volume. That sounds simple, but the performance outcome depends on pressure, cylinder geometry, ram face design, chamber dimensions, cycle logic, and the material stream being compacted.
Cardboard behaves differently from municipal solid waste. Wet organic waste loads the ram differently than dry retail packaging. Plastic film tends to rebound. Pallet fragments create point loads. The result is that two machines with similar advertised tonnage can produce very different real-world compaction ratios, maintenance intervals, and cycle times.
This is why spec sheets alone do not settle the question. The right unit has to be matched to density targets, loading pattern, contamination profile, and daily tonnage swings. A site with steady back-of-house retail waste has a very different duty cycle from a transfer station or food production facility where waste arrives in pulses.
Why hydraulics remain the dominant architecture
Hydraulics still dominate compacting applications because they deliver high force density, controllable motion, and repeatable operation under dirty, abusive conditions. Electric screw systems and other alternatives have niche value, but for high-force intermittent compression in contaminated environments, hydraulic architecture remains difficult to displace.
The reason is first-principles engineering. Hydraulic systems store and transmit power efficiently across compact mechanical envelopes. They can apply large linear forces without oversized rotating machinery at the point of work. They also tolerate shock loads better than many mechanically rigid alternatives, assuming the circuit is properly designed and protected.
That said, hydraulic superiority is not automatic. A poorly designed hydraulic garbage compactor can still suffer from heat buildup, seal wear, pressure instability, hose fatigue, and energy waste from inefficient pump operation. The architecture is strong. Execution is what separates a productive asset from a maintenance liability.
Stationary vs. self-contained hydraulic garbage compactor designs
Most buyers end up comparing stationary and self-contained designs, and the trade-off is operational rather than cosmetic.
A stationary hydraulic garbage compactor is usually the better fit where dry waste dominates and haul economics matter. The compactor remains on site while the receiving container is swapped out. That reduces transportation of the power unit and often improves payload efficiency. These systems are common in distribution, retail, and industrial packaging streams where leakage is limited.
A self-contained hydraulic garbage compactor integrates the compaction unit and container body. It is typically preferred for wet waste, organics, medical waste, or any stream where liquid containment matters. The trade-off is that more mass is hauled with each pickup, which can reduce transport efficiency depending on route length and disposal fees.
Neither option is universally superior. If your waste stream produces leachate, stationary units can create headaches unless the receiving setup is engineered carefully. If your stream is predominantly dry corrugated and film, self-contained designs may solve the wrong problem while raising hauling cost.
Sizing a hydraulic garbage compactor for real throughput
Undersizing is common because many procurement processes still start with nominal container volume instead of throughput physics. The right question is not how big the box looks. The right question is how the site generates waste over time.
Peak loading matters more than average loading. A facility that produces 20 cubic yards across a day in even intervals needs a different machine from one that produces the same volume in a 90-minute surge after shift change or packaging line cleanout. The hydraulic unit has to recover between cycles, manage oil temperature, and maintain acceptable cycle time when the feed pattern spikes.
Compaction ratio also gets overstated in casual sales discussions. Ratios can vary dramatically by material. Clean OCC can compact well. Mixed municipal waste with trapped voids and rebound behavior will not produce the same result. If hauling economics are central to the project, operators should model expected density by stream, not rely on generic ratio claims.
Ram force should be evaluated alongside chamber geometry and feed opening design. A high-force machine with poor loading geometry can bridge material and reduce practical throughput. In real installations, feed behavior often limits performance before rated force does.
Power, controls, and energy efficiency
A hydraulic garbage compactor is usually treated as a small utility load, but across multi-site portfolios or high-cycle industrial operations, energy consumption and power quality are not trivial. Conventional hydraulic systems often run fixed-speed motors and generate heat through throttling, bypass flow, or inefficient cycling logic. That is acceptable for low utilization. It becomes expensive under heavy duty.
Variable frequency drives, pressure-compensated control strategies, and smarter cycle triggers can reduce parasitic losses. So can better matching of motor size to actual force demand. Many compactors are oversized electrically to avoid edge-case stalls, but that safety margin can become a permanent efficiency penalty.
This is where a more advanced hydraulic mindset matters. Industrial equipment should not be judged only by peak force. It should be judged by how efficiently it converts energy into useful compaction work across its full duty profile. That distinction is increasingly relevant where sites are electrifying, operating microgrids, or pairing waste handling with broader process-energy optimization.
Hydro Puls Systems has built its broader engineering case on exactly this principle: direct hydraulic work should be treated as a system architecture question, not an afterthought downstream of conventional rotating machinery.
Reliability is mostly about thermal management and contamination control
When hydraulic compactors fail early, the root cause is usually not the cylinder itself. It is heat, contamination, shock loading, or poor control of side loads over time.
Hydraulic fluid condition is central. Dirty oil accelerates valve wear, damages pumps, and shortens seal life. Overheated oil reduces viscosity and degrades component protection. In compactors with aggressive duty cycles, inadequate reservoir sizing or poor cooling design can quietly reduce service life long before catastrophic failure appears.
Structural loading also deserves more scrutiny than it often receives. Waste streams are irregular by nature. Off-center impacts, hard inclusions, and jam events impose bending and torsional loads that can distort guides, wear wear-pads unevenly, and stress weldments. A compactor designed for brochure conditions may not tolerate real waste behavior over a multi-year life cycle.
For buyers evaluating bids, maintenance access matters almost as much as raw specifications. Hose routing, filter access, cylinder serviceability, and controls diagnostics determine whether a routine issue becomes a short stop or a multi-day outage.
Where the ROI really comes from
The business case for a hydraulic garbage compactor is usually framed around fewer hauls, and that is valid. But the strongest returns often come from a wider operational envelope.
Reduced open-waste exposure lowers pest risk and cleanup labor. Better containment improves hygiene performance. More consistent waste staging frees loading dock space and reduces forklift conflicts. Lower pickup frequency can cut site traffic and scheduling friction. In regulated environments, controlled compaction and containment also support cleaner compliance management.
ROI becomes more nuanced when waste composition changes seasonally or when recycling programs mature. A compactor that looks efficient under mixed waste can become poorly matched if the site successfully diverts cardboard, organics, or plastics into separate streams. That is why modular planning matters. The best procurement decision is often the one that preserves flexibility rather than maximizing compression force on day one.
What sophisticated buyers should ask before specifying
The serious questions are not about paint, decals, or headline tonnage. Ask about pressure range under load, cycle time at realistic material density, hydraulic cooling strategy, contamination control, expected seal life, control logic, and service access. Ask what happens during a jam, how the machine behaves at peak ambient temperatures, and how the supplier validated fatigue life in the structure.
Also ask whether the machine is being selected for waste as it exists today or for waste as it will exist after process changes, automation upgrades, or diversion mandates. Waste infrastructure gets stranded when procurement teams optimize for current pain instead of future flow.
A hydraulic garbage compactor can be a low-visibility asset, but it sits at the intersection of logistics, labor, sanitation, energy, and reliability. Treat it like a real industrial system and it will pay back like one. Treat it like a commodity, and the hidden costs will keep showing up long after installation.
The better path is simple: specify from operating physics, not from habit.

Frequently Asked Questions: Waste Collection & Compaction
How does the HPDD solve the noise problem of early-morning collection?
Traditional waste trucks rely on high-revving diesel engines to power the hydraulic compactor, causing significant noise pollution. The HPDD is a high-frequency, near-silent transducer. It provides the full 600-bar hydraulic pressure needed for compaction without the roar of an engine, allowing for 24/7 collection in residential areas without disturbance.
Can the system provide enough power for high-density compaction?
Yes. In fact, the HPDD is superior to traditional systems. By delivering instant, 600-bar hydraulic pressure, it can crush and compact waste more efficiently and faster than conventional pumps. This allows for a higher density of waste per load, reducing the number of trips to the processing facility.
What are the environmental benefits for urban centers?
The HPDD is a Zero-Emission solution. By running on green hydrogen or ammonia, the truck emits only pure water vapor. This eliminates CO2, NOx, and fine particle emissions at the street level, directly improving the air quality in the neighborhoods where people live and play.
How does "Zero-Idle" technology work during frequent stops?
A typical waste truck stops hundreds of times per shift, wasting enormous amounts of fuel while idling. The HPDD only consumes energy when it moves or compacts. There is no mechanical idling. This results in a massive reduction in fuel consumption and operational costs during stop-and-go urban cycles.
Is the system durable enough for the corrosive environment of waste management?
Waste collection is a "dirty" business involving moisture and corrosive liquids. The HPDD core is hermetically sealed with aerospace-grade Inconel. Unlike traditional engines with external belts, alternators, and cooling fans, our system is immune to the corrosive and abrasive elements found in waste management environments.
Can the truck be used as a backup power source for the city?
Absolutely. Thanks to the Vehicle-to-Grid (V2G) capability, a fleet of HPDD waste trucks represents a massive mobile energy reserve. In the event of a power outage or grid instability, these trucks can be deployed to provide emergency power to hospitals, community centers, or local infrastructure.
